通过展示用户在不同环境下使用苍山 不锈钢轴承,【单向轴承】源头采购产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
以下是:苍山 不锈钢轴承,【单向轴承】源头采购的图文介绍

苍山深沟球轴承价格
诚浦轴承科技有限公司
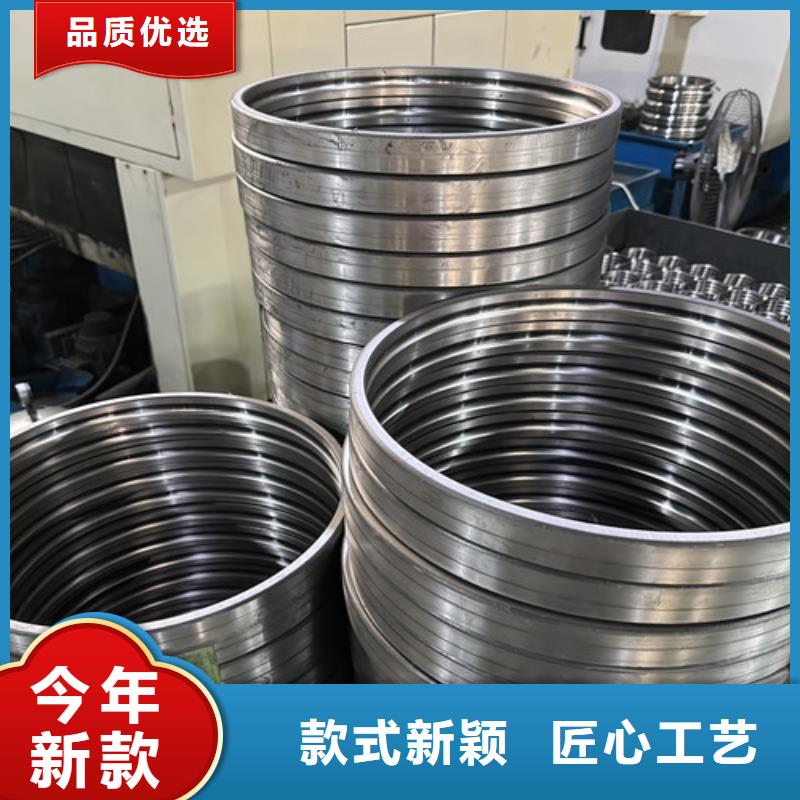
苍山不锈钢轴承 机削钢保持架
机削钢保持架通常是非合金结构钢制造的。
为了改善抗滑动与耐磨损特性,有些加工的钢保持架经过表面处理。
机削钢保持架多用于大型轴承或者使用黄铜保持架可能出现化学反应引起时效开裂的场合。
钢保持架可以用于高达摄氏300度的工作温度。
它们不受通常矿物或合成油基润滑剂的影响,也不受用有机溶剂的影响。
冲压铜保持架
冲压铜保持架多用于小型和中型轴承。
在使用氨的制冷压缩机等应用场合,冲压铜可能出现时效开裂,因此应当使用机削黄铜或钢保持架。

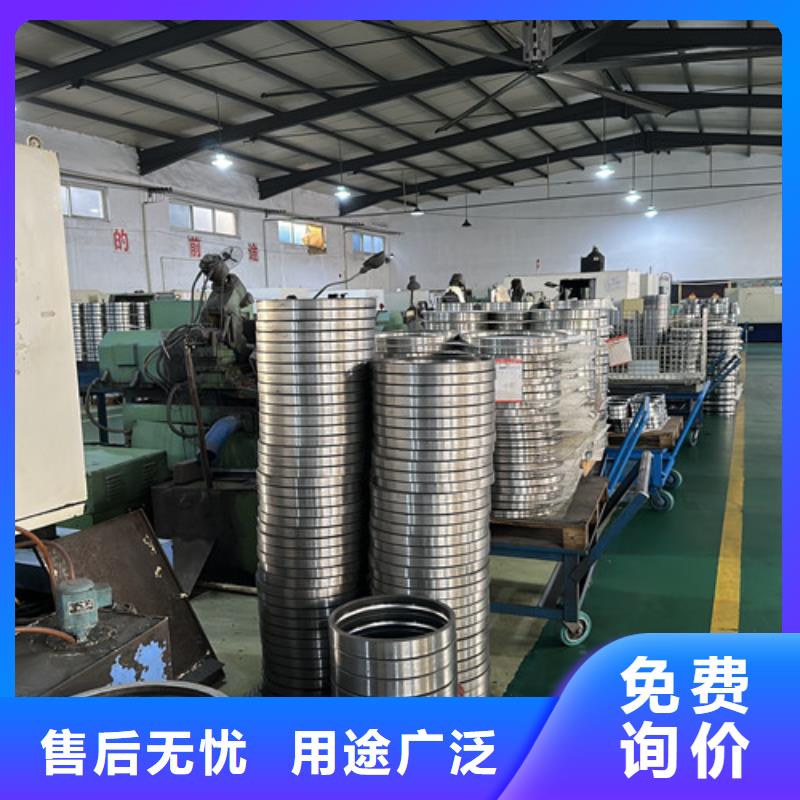
厂家实力
多年苍山深沟球轴承价格行业经验源头工厂只为您提供更优质的产品

优选原材
苍山深沟球轴承价格材料严格筛选确保品质出厂经过多层质检

按需定制
苍山深沟球轴承价格款式多样一站式采购多年贴心售后
苍山深沟球轴承价格的图文介绍
质量为本创新独特

诚浦轴承科技有限公司成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
诚浦轴承科技有限公司重视人才、技术,实施高效的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【苍山深沟球轴承价格、深沟球轴承、进口轴承、深沟球轴承厂家、】,推陈出新,以满足不同客户的需求。

诚浦轴承科技有限公司



 扫一扫
扫一扫