



 扫一扫
扫一扫
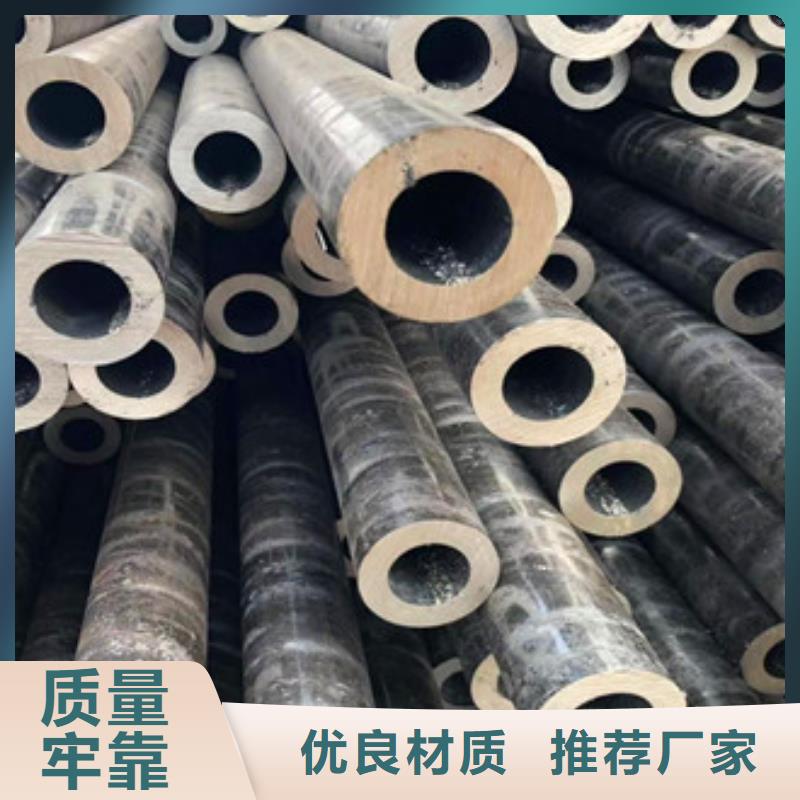
16Mn是一种材质,一种含有结构钢比较少的钢材,主要用在管道建设和各种施工中,在实际生产中因为有着比较稳定的特征和比较稳定的化学性能被人们广泛的运用,用在各种行业之中。因此16mn无缝钢管是无缝钢管行业中比较得力的一种,现在厂家众多,只是聊城的16mn无缝钢管生产厂家就不计其数!下面我们来了解一下16mn无缝钢管的化学成分和性质。
16mn无缝钢管是低合金高强度结构钢 ,含碳量为0.1%-0.25%,加入主要合金元素锰、硅、钒、铌和钛 等;它的含合金总量<3%。按强度分为300、350、400和450MPa等4个级别。主要有Q295、Q345、Q390、Q420、Q460。:“Q”是屈服的“屈”字的汉语拼音大写字头,其后数字为该牌号最小屈服点(σs)值,其后的符号是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。其中A、B级钢通常称 16Mn无缝钢管的化学成分:C:0.12~0.20; Mn:1.20~1.60; Si:0.20~0.55; 抗拉强度:470~660牛/平方毫米; 屈服强度:275~345牛/平方毫米; 伸长率:21%。
16Mn无缝钢管热轧或正火
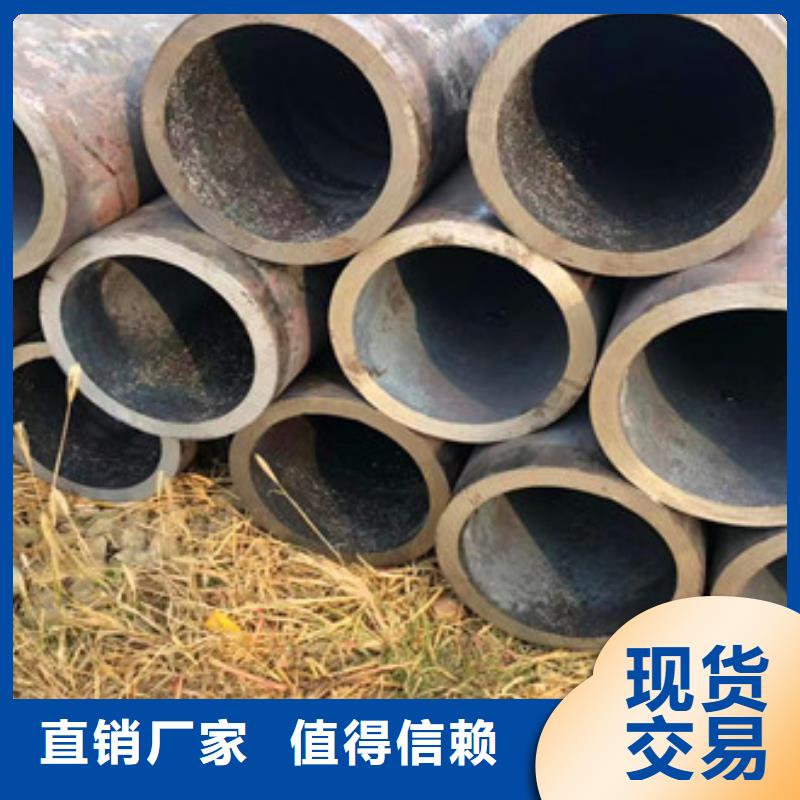
16Mn无缝钢管和16MnR、19Mng合并为Q345R。Q345R是普通低合金钢,是锅炉压力容器常用钢材,交货状态分:热轧或正火,属低合金钢,含Mn量较低。性能与20G(412-540)近似,抗拉强度为(450-655)稍强,伸长率为19-21%,比20G的大于24%差。Q345R工艺参考标准GB713-2008。
16Mn无缝钢管是普通低合金钢,是锅炉压力容器常用钢材,热轧或正火。属低合金钢,含Mn量较低。性能与20G(412-540)近似,抗拉强度为(450-655)稍强,伸长率为19-21%,比20G的大于24%差。16Mn无缝钢管是屈服强度为340MPa级的压力容器专用板,它具有良好的综合力学性能和工艺性能。磷、硫含量略低于普16Mn钢,除抗拉强度、延伸率要求比普通16Mn钢有所提高外,还要求保证冲击韧性。它是目前我国用途最广、用量最大的压力窗口专用钢板。
16Mn无缝钢管化学性能稳定,基本上有所有的无缝钢管所含的各项金属元素,是一种比较优良的钢材。


无缝管线管主要用于井口附近输送高压油气。随着硫化氢腐蚀问题的日益严重,抗硫无缝管线管的研制迫在眉睫,而抗硫性能的好坏是关键。探讨了影响抗氢致裂纹(HIC)性能的介质与材料因素,认为Cu、Ni的加入可以提高无缝管线管材料的HIC性能,降低钢中的S含量,经喷硅钙粉处理还可降低氢鼓泡的敏感性。
随着石油和天然气开采的日益深入,开采条件复杂且处于含硫环境的油气井越来越多,硫化氢腐蚀问题非常尖锐。近年来,国内外对抗硫无缝管线管的需求不断增加。无缝管线管主要用于井口附近输送高压油气,是采用无缝管生产方式制造的没有焊缝的钢管。本文拟对抗硫无缝管线管的研制作一讨论。
1 试验方法
根据ISO3183标准,采用浸入法,在实验室冶炼7炉1 t钢锭,经过锻造、穿孔、顶管及张减制造成管,在钢管上截取20 mm×100 mm×5 mm板厚或管厚试样,将其浸入按标准规定配置的溶液中,96 h后取出并垂直轧向取截面,用金相法计算3个参量(裂纹长度率CLR、裂纹厚度率CTR、开裂敏感率CSR),以此来比较抗氢致裂纹(HIC)敏感性。
2 影响HIC性能的因素
2.1 介质因素
1) pH值。大量的研究结果表明,在pH为1~6的范围内,氢鼓泡的敏感性随pH的增加而降低,当pH>6时,则不发生氢鼓泡[1]。
2) H2S浓度。硫化氢的浓度愈高,则氢鼓泡的敏感性愈大。
3) 氯离子。在pH 值为3.5~4.5 的范围内,Cl-的存在,使腐蚀速度增加,氢鼓泡的敏感性增加。
4) 温度。25℃时CLR ,氢鼓泡的敏感性 于25℃时,升温使腐蚀反应及氢扩散速度加快,从而氢鼓泡的敏感性增加。而高于25℃以后,由于H2S浓度的下降,反而使氢鼓泡的敏感性下降。
5) 时间。试验采用96 h作为对比,一般情况下随试验时间的增加,腐蚀程度趋向严重。
2.2 材料因素
2.2.1 化学成分的影响
在实验室冶炼了一轮根据不同级别设计的钢种,具体成分见表1,并对其进行HIC浸泡试验。从浸泡后的试样表面观察,B2、B6、B7的鼓泡面积明显多于B9、B10,裂纹敏感性指标结果见表2。从表2 可看出,B2、B6、B7 的抗HIC 性能明显劣于B9、B10。表1 中B2、B6、B7 钢种不含Cu、Ni,而B9、B10 钢种则含有Cu、Ni。由此可见,Cu、Ni 的加入,使腐蚀产物在钢的表面形成了保护膜,抑制了表面的腐蚀反应,从而降低氢的逸出,减少了氢从环境中进入钢的基体,降低氢鼓泡敏感性,增加了抗HIC 的性能,这与Oriani 的研究结果[2] 非常吻合,而且Oriani 还指出只有加入0.2 %的Ni 及大于0.2 %的Cu才能产生效果。



电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。
公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
变压器管:用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。
钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。 异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。
电焊薄壁管:主要用来制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。


焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加 30~100% ,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



天祥钢管有限公司携全体员工,一心为客户生产出质量优异、价格合理的高品质 防城港异型管现货产品。以不断创新发展,高于客户要求为出发点,除了在硬件实力上下功夫外,努力提升自己的软件水平(在销售流程、配送发货方面)确保客户得到的 防城港异型管现货产品是;质优、价廉;,以较低的成本,取得z u i好的质量。欢迎新老客户与我们联系。
技术支持:k797.com